Projekt 3
Klebungen an Rotorblättern – die wohl am stärksten
beanspruchten geklebten Komponenten überhaupt
Rotorblätter von Windkraftanlagen „ernten“ die Energie des Windes und übertragen sie an den Generator, der hieraus den Strom erzeugt. Somit haben sie einen wesentlichen Einfluss auf die jährliche Energieproduktion (AEP annual eneregy production) einer Windkraftanlage. Naturgemäß sind Rotorblattlänge – die Größe der überstrichenen Fläche – und die am Standort der Anlage herrschenden Windgeschwindigkeiten entscheidend für die erzeugte Strommenge.
Aber auch die aerodynamischen Eigenschaften des Rotorblattes sind von hoher Bedeutung. So werden nicht nur Aerodynamik-verbessernde und somit Geräusch-reduzierende Komponenten am Rotorblatt angebracht, sondern auch solche, die z.B. zur Gewährleistung des Blitzschutzes und für die Vermeidung von Erosion notwendig sind.
Hier stellt die Klebtechnik die ideale Verbindungstechnik dar. Es wird nicht nur die Integrität der miteinander zu verbindenden Teile erhalten, sondern auch Oberflächenstörungen, die die Aerodynamik nachteilig beeinflussen vermieden.
Jedoch zählen Rotorblätter zu den am stärksten beanspruchten Komponenten überhaupt. Gerade bei Starkwind- und Offshore-Anlagen müssen die Klebungen viele Jahre, es wird eine Lebensdauer von mindestens 25 Jahren erwartet, äußerst widrigen Bedingungen standhalten. Sie sind nicht nur einer kontinuierlichen mechanischen Wechselbelastung ausgesetzt, sondern auch wechselnden Temperaturen im Zusammenspiel mit Regen, Eis und UV-Strahlung. Bei Umfangsgeschwindigkeiten von 300 km/h, wie sie bei modernen Offshore-Anlagen mit Rotorblattlängen von 80 m und mehr durchaus realistisch sind, zeigen schon aufprallende Regentropfen eine nicht zu vernachlässigende abrasive Wirkung. Hinzu kommt, dass sowohl die Werkstoffe der am Rotorblatt anzubringenden Komponenten, als auch die schützenden Oberflächenbeschichtung des Rotorblatts eine besondere Zusammensetzung aufweisen und daraus folgend oft nur schwer zu kleben sind.
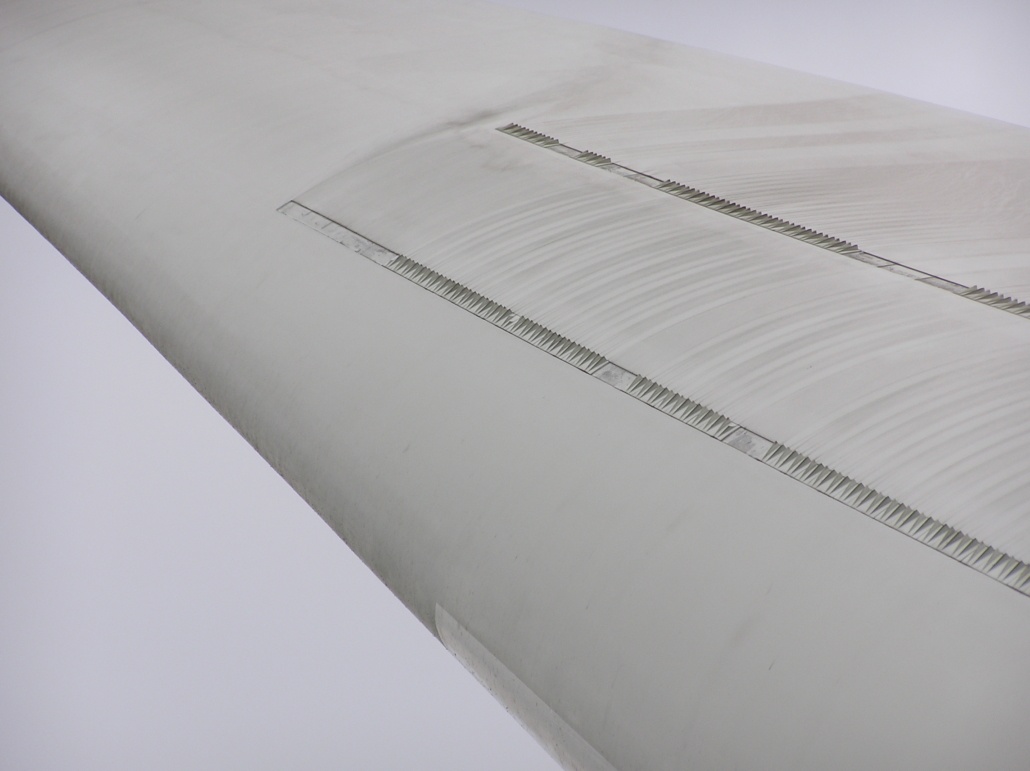
Ein vorzeitiges Versagen, z.B. der, die Aerodynamik des Rotorblatts verbessernden Klebungen (siehe Abb. rechts), wird meist erst im Verlauf der regulär Inspektionen erkannt und hat bis dahin bereits zu einer verringerten Energieproduktion geführt. Die Reparatur kann nur bei, für die Ausführung von Klebungen akzeptablen Witterungsbedingen erfolgen und verursacht infolge der hierfür benötigten Stillstandszeit einen zusätzlichen Verlust an produzierter Energie.

Der Nachweisführung, dass die Klebungen die an sie gestellten Anforderungen über die gesamte erwartete Lebensdauer der Windkraftanalage gerecht werden, kommt somit eine hohe Bedeutung zu. Durch verschiedene Zeitraffertests an standardisierten Prüfkörpern (Klimawechselprüfungen, Dauerschwingversuchen, etc. und Kombinationen daraus) werden die während des Betriebs auftretenden Belastungen simuliert und die Aussagekraft der Prüfmethoden kontinuierlich mit den Ergebnissen aus der Überwachung von realen Anlagen korreliert. Gegebenenfalls werden die Prüfmethoden angeglichen.
Wichtig für die Gewährleistung der erwarteten Lebensdauer der geklebten Komponenten ist neben den Eigenschaften des Klebstoffs auch die mängelfreie Ausführung der Klebungen. Aufgrund der relativ geringen Stückzahlen und der Rotorblattdimensionen ist eine Automatisierung nur sehr bedingt möglich. Da der Klebstoff als Prozesswerkstoff erst im Verlauf der Fertigung seine endgültigen Eigenschaften erhält und eine Überprüfung der Qualität der Klebung nicht vollständig zerstörungsfrei erfolgen kann müssen Fehler vermieden werden. Hierzu ist ein entsprechendes Qualitätsmanagementsystem, das den Klebprozess unter Berücksichtigung von vor- und nachgelagerten Prozessschritten detailliert beschreibt, kontrolliert und dokumentiert erforderlich.